


我们的【激光切割机板管两用激光切割机多年实力厂家】产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【激光切割机板管两用激光切割机多年实力厂家】的图文介绍


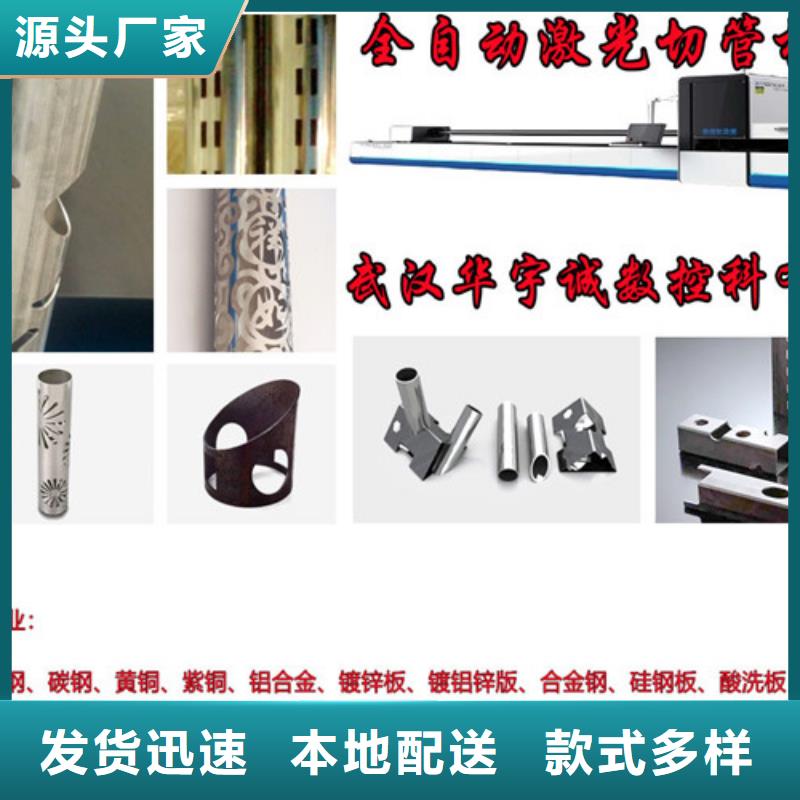
不锈钢用激光切割机切割的优点 激光切割机因为独特的加工稳定性应用在航天、汽车、五金加工等领域,其主要加工不锈钢材料居多,下面我们就来介绍下激光切割机加工不锈钢的优点所在!
激光切割机加工不锈钢具有无切削力,加工无变形:无刀具磨损,材料适应性好:无论是简朴还是复杂零件,都可以用激光一次精密快速成型切割:其切缝窄,切割质量好,自动化程度高,操纵简便,劳动强度低,没有污染:可实现切割自动排样、套料、进步了材料利用率,出产本钱低,经济效益好。
一般来说,加工不同厚度的不锈钢可以采用不同类型的激光切割机来达到经济实惠的目的!一般不锈钢材料不是很多,而且厚度在8mm以内,我们可以采购一台便宜的YAG固体激光切割机,购买成本低,加工厚度比较广泛!如果不锈钢材料比较多,厚度在5mm以内的话,可以采购一台1500W光纤激光切割机就能够满足要求,如果厚度更厚的话,可以采购更大的功率设备,其加工速度快,效率高!如果不锈钢厚度经常在20mm左右的情况,我们建议采用大功率的CO2激光切割机比较适合,穿透能力强,适合加工厚板!



我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 大功率光纤激光切割机,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、营销、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。



激光切割机是使用激光取代了传统的固体切割刀,具有精度高,切割效率高,不局限于切割样式的多变性,自动优化切割版图节省用料,切割平滑,加工成本低等特点。它将逐渐改变或取代传统的材料加工设备。 作为21世纪的工业激光切割设备,其加工材料具有广泛而强大的功能,并逐渐被引入各大行业,成为生产中非常强大的好帮手。 今天小能想和大伙分享的是不同种类的激光切割机切什么材料比较有优势!
目前有三种主要类型的激光设备应用。一种是用于汽车钣金加工,变电箱,健身器材等。这些材料通常相对较薄。厚度为1-5毫米的不锈钢板材可用中功率激光切割机切割。yag激光切割机或500瓦光纤激光切割机可用于切割这种类型的材料 第二类是切割塑料(聚合物)、橡胶、木材、纸制品、皮革和天然或合成有机材料。由于这种材料不是金属制品,对激光的吸收不同,用CO2激光切割机切割这种材料。 第三种是厚度为8-20毫米的低碳钢和厚度为12毫米的不锈钢,这种材料需要大功率激光切割机才能快速瞬间切割。您可以考虑购买高功率光纤激光切割机。 因此,在选择激光设备时,我们不仅要考虑自己产品的特点,还要考虑激光配置的性能与寿命,这样我们买到性价比又适合自己工业产品的激光设备。
现在有很多激光切割设备。有不同的激光切割机,如CO2激光切割机、光纤激光切割机、精密激光切割机等。不仅使用的激光器不同,而且在使用上也有很大差异。 不同的材料有不同的特性,他们对不同种类的激光吸收的程度也不同。有些材料可以吸收该波段的激光,但不能吸收其他波段的激光,这就使我们根据具体的材料特性选择激光设备。对于不同厚度、尺寸和形状的物品,在加工过程中将使用不同的激光设备以获得更好的加工效果。



数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。